|
|
Lesson 3Splitting Hairs - How Fibers are Spliced and Connected to Equipment |
|
|
For those of you who
may aspire to become a Communications Technician some day, this is a fun and interesting
lesson. Pay particular attention to the Lab
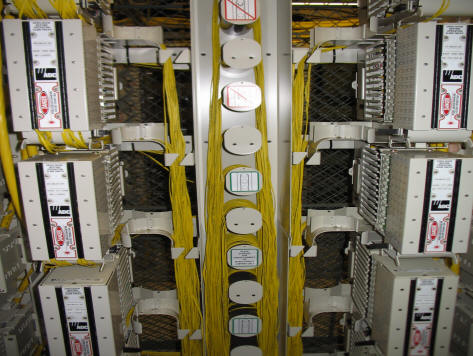
Experiment(s). Let the light shine! Through years of presenting fiber information to students, teachers and civic organizations, this subject always elicits the most exciting responses from the range of material presented. Following a brief discussion of the splicing process, you will view a video of two optical fibers being spliced together by fusion technology. While we admire the enormous advantages of deploying optical fibers for communications, there is one glaring reality we must acknowledge. Of themselves, optical fibers can do nothing. In order to achieve the business and technological purpose of ultra-broadband communications, loose ends of the optical fibers must be spliced together and connected to a system that provides the modulated laser light source and electronics required for the desired transmission requirements. Simply put, an optical fiber has only one job – to carry light. After optical fiber cables are constructed between endpoint locations (Lesson 2 details this), there are several operations required to provide end-to-end optical throughput. When cables are buried or lashed to existing aerial facilities, there is a practical limit as to the length of cabling that can be transported on a cable reel and installed. Therefore, most optical cable installations have several or more locations in the field where overlapping loose ends of fiber sections must be spliced together. Optical fibers must also be terminated onto a connectorized panel or frame inside buildings to allow connections to optical transmission equipment. In the photos below, the optical fibers from the field are terminated in back of the rows of optical couplers, and the yellow optical jumpers connect the cables to optical transmission equipment. In the newer version on the right, you can actually see the fibers from the field cable in small trays.
Preparing optical fiber cable loose ends for splicing is very similar to the process for splicing copper cables with several additional steps required. Copper cables are usually spliced directly together with no extra length maintained, as the cables are spliced in a straight line as shown below.
However, when splicing optical fiber cables, it is common practice to leave 10 to 20 meters of extra cable coiled up on either side of the splice to provide slack for restoring any future cuts or damage that may occur between the splice points. The coiled cabling is called a “slack loop”. In the photo below, notice how the fiber cable loops away from the black splice case, adding appox. 12 meters (40 feet) of extra length. This also allows the splice to be lowered down into a specialized trailer for future access.
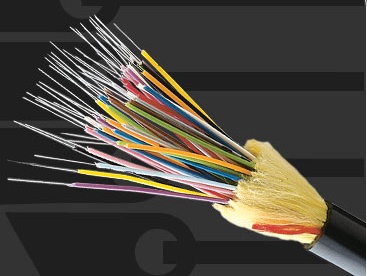
After measuring off slack loops, the outer cable jacket (sheath) including any shielded armor is removed from the cable ends, followed by removal of very tough strands of Kevlar®, leaving up to 3 meters of fiber exposed. (Kevlar® is a registered product of DuPont). Kevlar® adds another level of protection in case of shovel cuts and other physical damage to the cable.
There are two types of fiber cable designs – Loose Buffer and Ribbon. In loose buffer design, individual optical fibers are housed in multiple color-coded “buffer tubes” which are concentric to a stiff center strength member. The fibers themselves are also color-coded for identification. In ribbon design, fibers are glued together in a flat pack to form a ribbon, and multiple ribbons lay on top of each other in a single large “core tube” located at the center of the cable. Very large cables have multiple core tubes. Some cables also contain petroleum jelly products to protect against water intrusion. While water does not alter the properties of the optical fibers, it can result in delamination of protective coatings on the fibers, damaging them over time.
Regardless of fiber design, the optical fibers must be spliced together with precision. From our discussion on the manufacturing process for optical fibers (covered in Lesson 1), we know that the 9-micron core may not always be located directly in the center of the fiber, it may have a very slight offset. Therefore, if we physically align the outside of the fiber, we could be creating an attenuation due to the offset cores. Core offsets are rare, and usually when fibers get splcied to older manufactured dates and/or slightly different types of fiber. In the drawings used in these lessons, we show the core extending outward from the cladding. This is for illustration only, as the core and cladding are actually part of the same glass, so there is no way to strip off cladding to get to the core. They are both merely different aspects of the same glass. As described in Lesson 1, the very center (core) of the fiber has a higher "Index of Propogation" than the surrounding glass (cladding), so light travels the core in most instances.
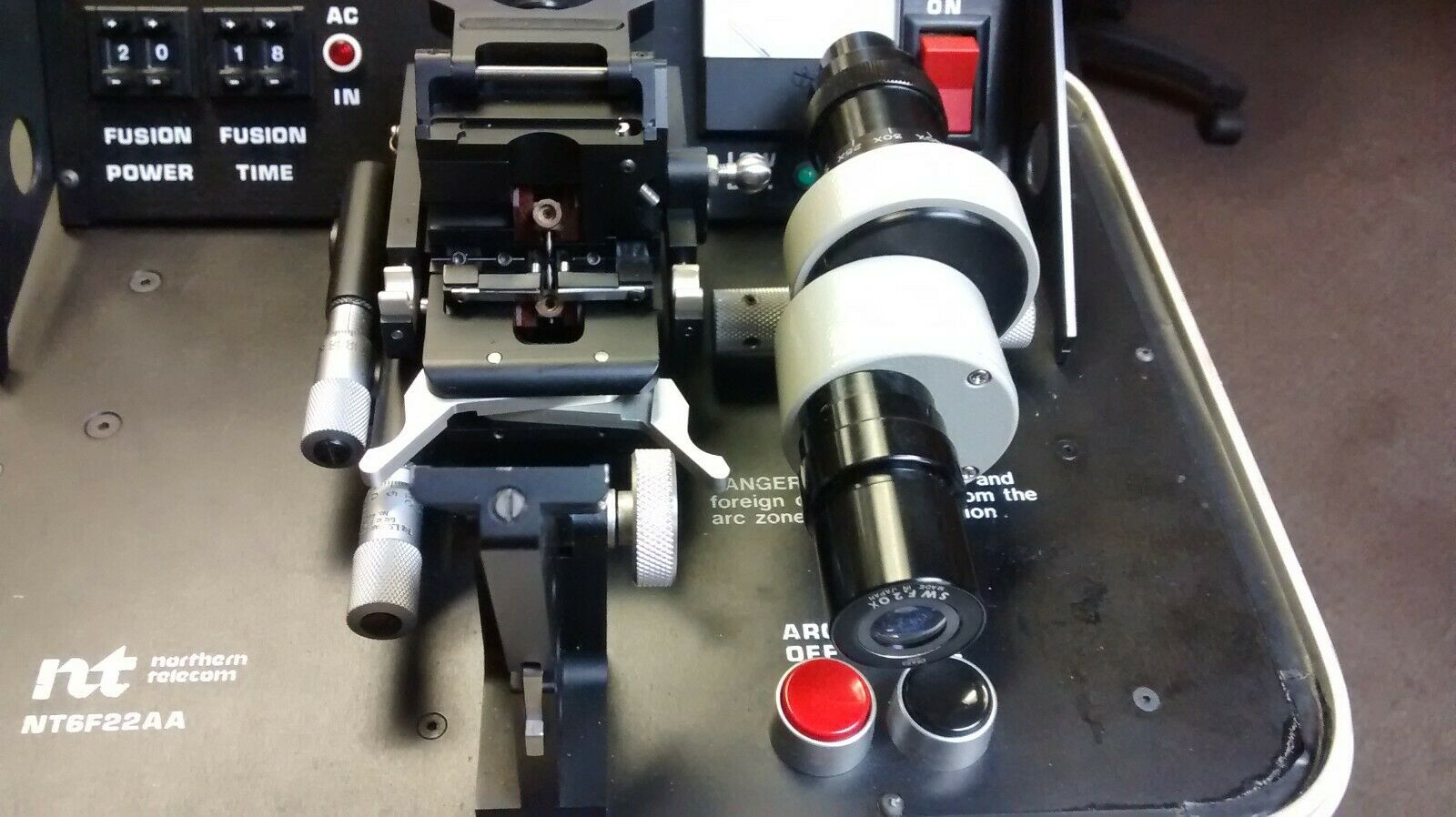
To ensure the cores are aligned, modern fusion splicers can locate the core in both fibers being spliced, aligning the cores even if the outside of the fibers are slightly offset. Back In The Day The early days of fiber splicing consisted of primitive “fusion machines” which melted the fiber ends together. However, the process was onerous (ie: difficult), as the technician had to account for geographical elevation, temperature and humidity to determine exactly how long to “burn” the fiber. The fusion machine was equipped with a microscope and calipers which allowed manual alignment of the fibers, yet the first few splicing attempts resulted in poor performance until the right combination of burn time and temperature were determined.
Due to wide variances in quality achieved through early fusion splicers, several mechanical connectors were developed which allowed quick, reliable splices with little training. While many showed promise, the 3M Fiberlok™ optical splice connector became the deFacto standard, as some other types of mechanical connectors eventually required replacing as they failed over time. (Fiberlok™ is a trademark of 3M Corporation). However, Fiberlok™ splices have maintained their integrity over the course of time.
As microprocessors became more powerful, a new generation of fusion machines were developed that eventually replaced mechanical connectors for new construction. No longer a guessing game, the new fusion splicers factored all the variables, providing quality splices on nearly every attempt. The new breed of splicers also provided a quality measurement for every splice so the technician could immediately document the work performed.
Splice trays and closures To avoid a jumbled, spaghetti-like mess, “splice trays” organize the individual or ribbon fibers into a neat, manageable package that is enclosed in a waterproof casing (splice case). Splice cases are never buried directly into the ground but placed into a small fiberglass or concrete box “hand hole” with a lid that is flush to ground level, or merely lashed to the cable for aerial installations. The hand hole underground box has enough room for you to pull the splice case out with your hands but is too small for you to climb down inside as with larger, underground “man holes”.
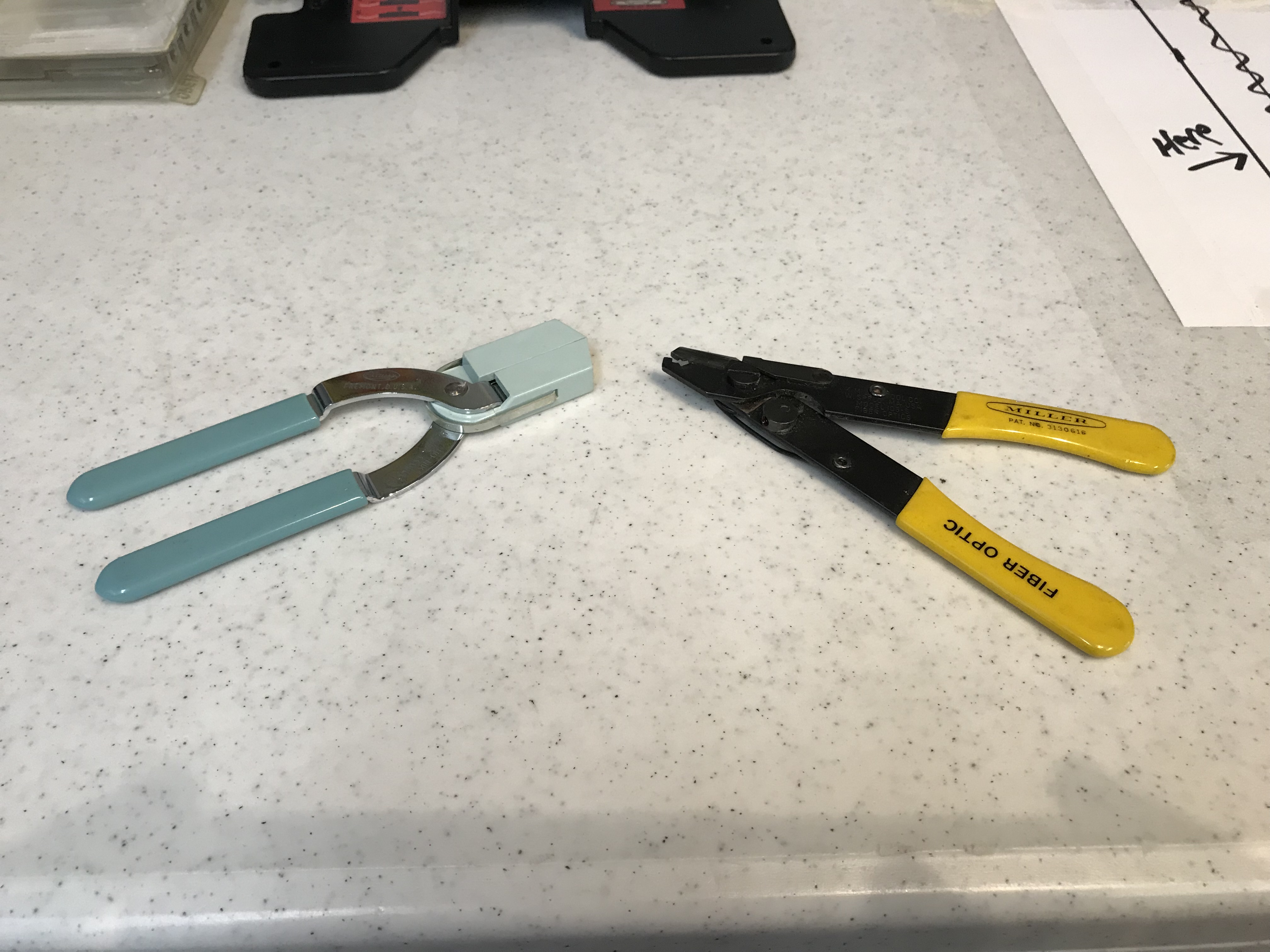
Once fibers are secured into the splice tray we are ready for the final steps in splicing. Optical fibers are glass strands and as such must be protected from scratches and abrasions that will cause breakage. Therefore, fibers are encased in a protective polymer coating that must be removed prior to splicing (This is covered in Lesson 1). The remaining processes for splicing now consists of: 1. Remove outer coating from fiber 2. Perform precision cleave 3. Perform fusion splice operation 4. Install protective sleeve over splice A “fiber stripper” tool makes easy work of removing the outer protective coating. At this point the length of coating removed is not critical, as the next step will result in exactly the proper lengths for the splicing operation.
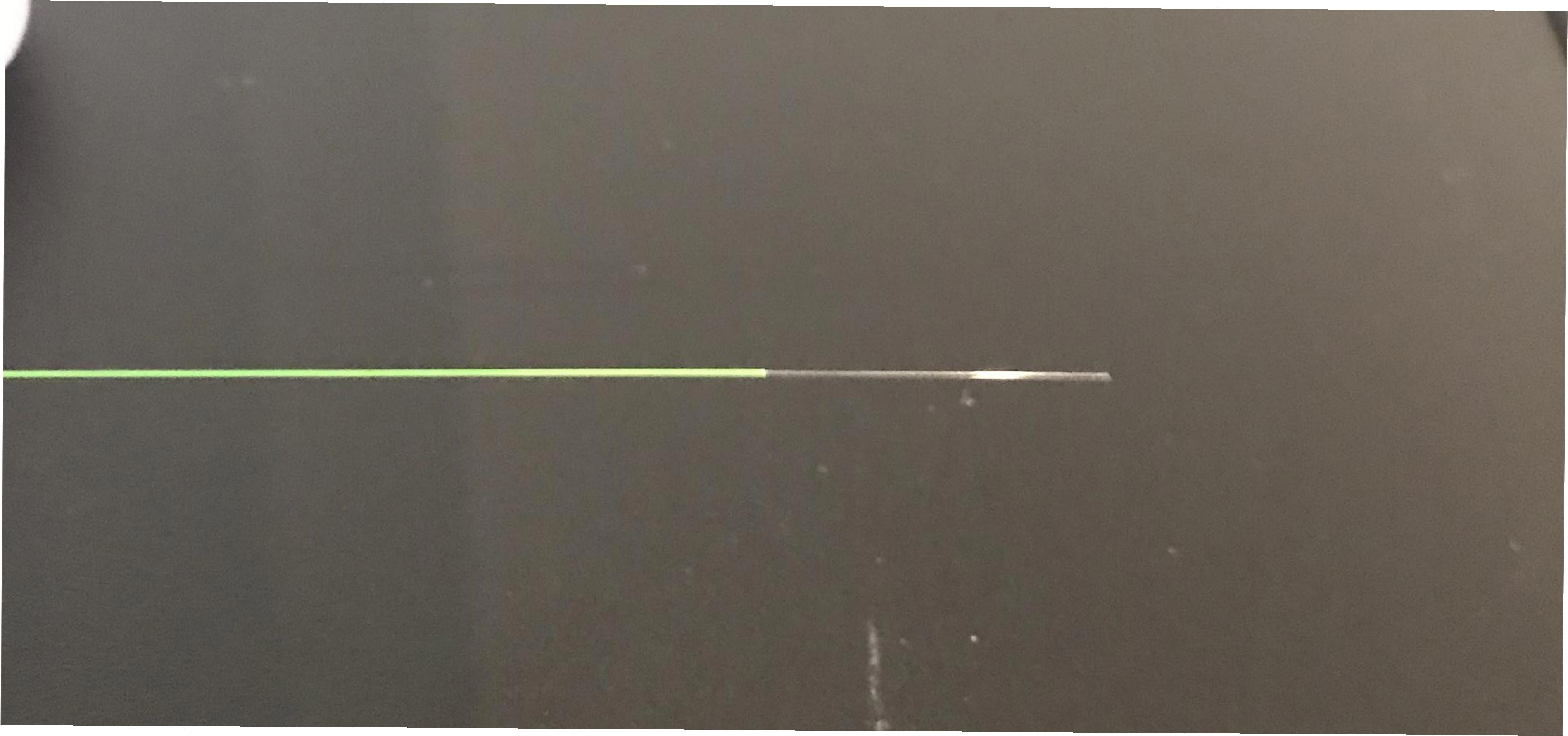
To achieve a “perfect” splice, ends of the fibers must be cleanly “cleaved” or cut at a precise angle so when the ends are brought together for the fusing arc there are two flat surfaces. Use of a precision “fiber cleaver” will result in just the right length of remaining outer coating and bare fiber for the final operation. It is critical that once the fibers are cleaved, no dust or dirt contaminates the fiber ends, as a single spec of dust will sabotage the splicing operation.
The cleaving tool does not actually “cut” the fiber but contains a diamond blade the barely touches and “scores” the fiber, followed by a second operation that cleanly breaks the fiber at the point where the diamond tool scored. This is like the method used to cut a glass windowpane; the glass is scored with a diamond tool, then the score point is subjected to quick pressure and cleanly snaps.
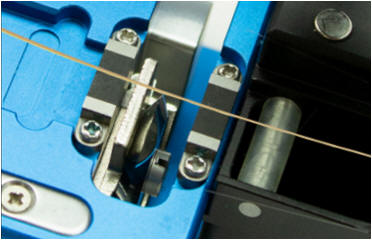
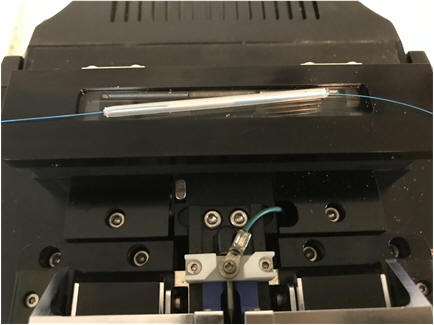
Now that we have two fiber ends that have been properly prepared and cleaved, it is time to place each end into the fusion splicer for the final splice operations. Prior to placing the final fiber into the splicer, a heat shrink tube is inserted over one end of the fiber and slid aside for later.
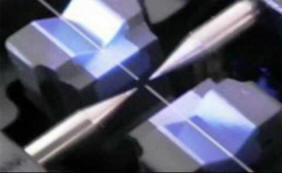
Notice the fiber ends are seated very close to electrodes that will provide an electrical arc to superheat the fibers. Once the splicing operation begins, the following sequence occurs: 1. Splicer brings fiber ends close together and performs optical diagnostics on the cleaved fiber ends. If the splicer determines bad cleaves, the splicing operation is aborted with error message displayed on screen 2. If the splicer determines good cleaves, there is a short “cleansing arc” to burn away any dust particles that could ruin the splice operation. 3. Once the cleansing arc is finished, the fiber ends are brought together and a “fusing arc” melts the fibers together for a permanent bond 4. After the fusing arc is completed, the splicer injects light into one side of the splice and measures the quality of light throughput on the opposite side of the splice, displaying these quality measurements on the screen. If the technician is not pleased with the results, they will repeat the operation described above to achieve the desired results. Now let’s view an actual fiber splice operation. Remember you will see the following automatic splice sequence: 1. Fibers are brought close together 2. Cleansing arc 3. Fusing arc 4. Measured splice results on screen To view the fiber splice operation now, click HERE. The splicing operation is the same for single fibers and ribbon fibers. There are cleaving tools that can both strip and cleave single or ribbon fibers, and fusion splicing machines with “saddles” for single or ribbon splicing operations (called "fiber holders"). After the fusion operation, a protective heat shrink sleeve with solid strength member is centered over the slice and placed into a small oven to contract the heat shrink tubing.
Once all the fibers are spliced, the splice trays are capped, and the entire assembly encased in a weatherproof enclosure.
In addition to completing all field splices, we must also connect fibers to a termination panel at each end of the installation. This may be a building, roadside cabinet, hut or customer location such as a home, apartment building, school or business. In telecommunication, the building that contains Telephone Company electronic equipment is called the “Central Office” or CO for short (pronounced “see-oh”). Smaller buildings or huts/cabinets located near the customer locations are called “Remotes” or simply “Huts”. In a CO location, the fiber optic cable enters the building through underground conduits that fan out across the city. These “Outside Plant” (OSP) cables have very tough outer jackets and may also have an aluminum turnplate or shield. However, this cable is usually not extended all the way to the terminating patch panel. The OSP cable stops at a “cable vault” or “splice shelf” location.
A Cable Vault is where all the copper and fiber OSP cables connect to less rigid, smaller cables that extend up to several floors to terminating shelves or “Frames”. Copper cables terminate onto a “Protected Distributing Frame” and optical fibers terminate on “Fiber Optic Patch Panels”.
Pig Tails and Curlicues Fiber Patch Panels provide various types of optical connectors for cross-connecting to another fiber or optical transmission equipment. In some cases, these connectors are installed directly to the OSP cable fibers, but in most cases a short, pre-connectorized fiber “pigtail” is spliced onto the end of the OSP fiber. One end of the Pigtail has the type of connector required for the associated patch panel, and the opposite end is bare fiber, so splicing a pigtail onto the OSP fiber is a very similar operation as with splicing fiber cables together in the field.
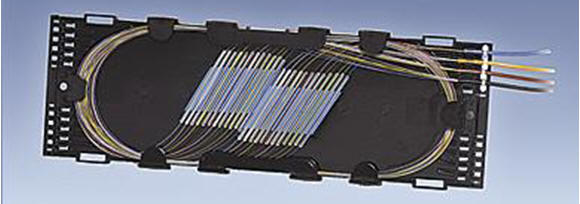
OSP cable to Pigtail splices are also managed with an assortment of splice trays and organizers to maintain order and neatness, as some fiber cables contain up to hundreds of individual fibers that need terminated for use. To maintain order and neatness, fiber splices are nested into fiber optic organizer trays which stack on top of each other as shown below.
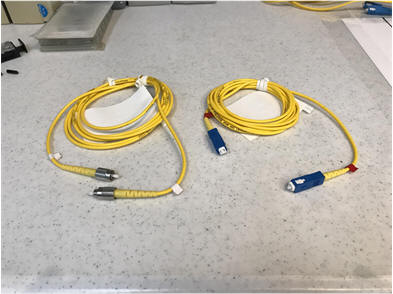
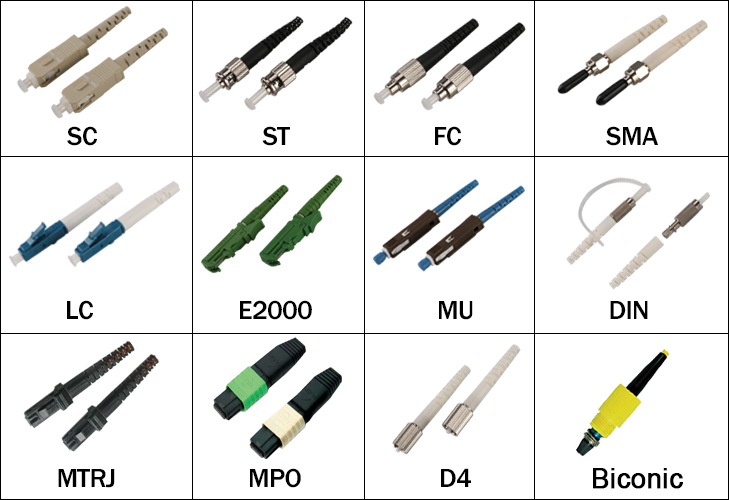
Once all the OSP fibers have been spliced into the Patch Panel at each end, we are ready to begin testing them end-to-end for quality and to ensure the expected design parameters have been achieved (this is covered in Lesson 4). To connect optical fibers to the optical transmission equipment, a pre-connectorized individual fiber is extended between the Patch Panel and the transmission equipment. These optical “patch cables” have connectors on each end. In some cases, the connectors on the patch panel and transmission equipment are identical, but in many cases the patch cables have different types of connectors at each end as required by the types on the patch panel and transmission equipment.
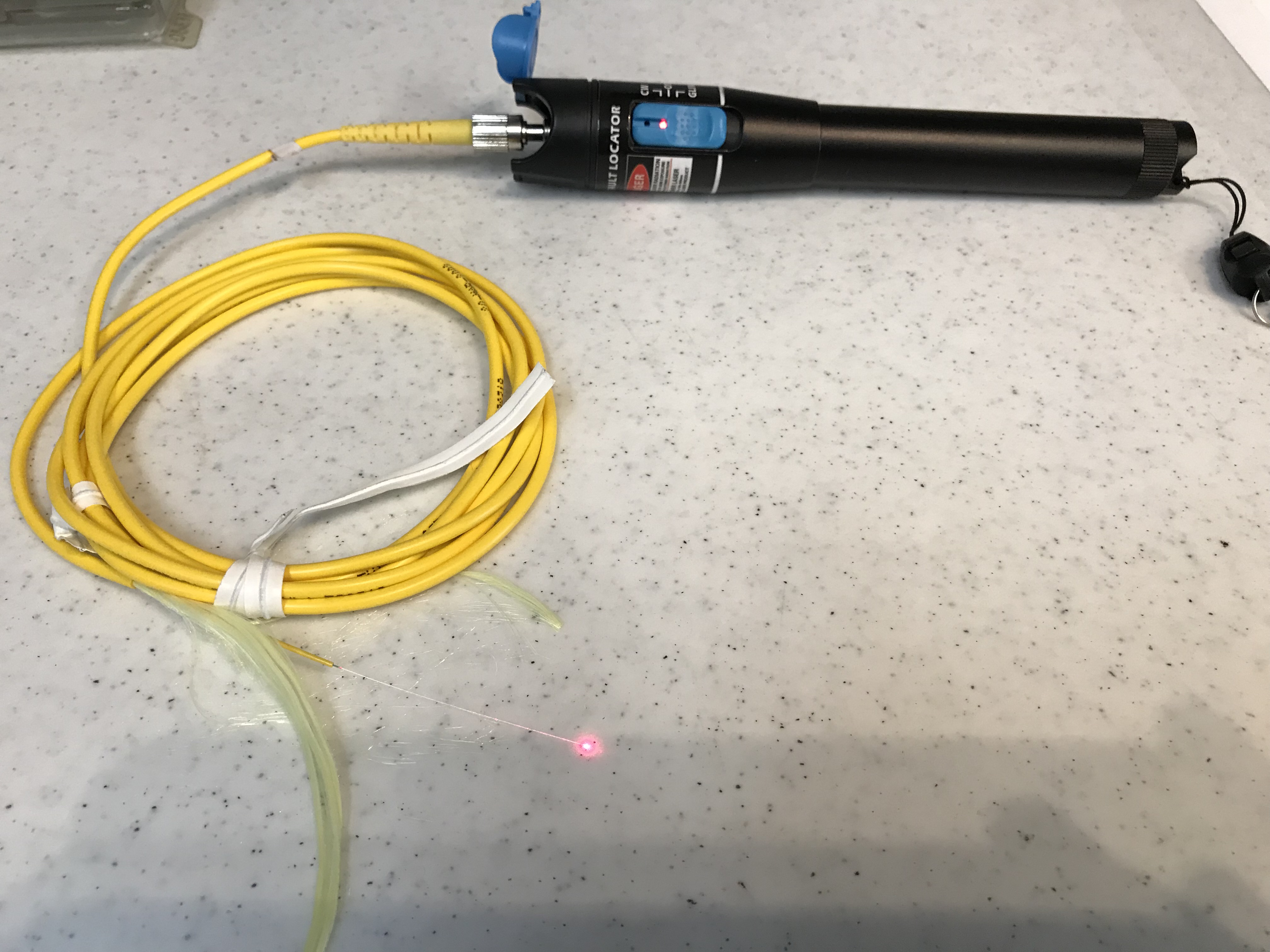
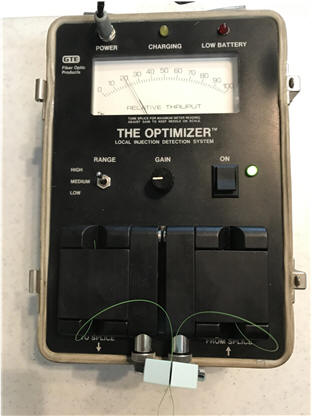
You might think the industry would standardize on a specific connector type, and you are right- they seem to standardize on a new type every few years! Therefore, a wide variety of connector types are in use today, so if you are manufacturing patch cables with different connectors on each end, you have a job for life! Don't Pinch Me! Since optical fibers can be damaged or attenuated by compression, installers do not mix optical patch cables with copper cables, as the weight of adding copper cables on top of patch cables would cause problems. Like squeezing a garden hose to stop the flow of water, microbends and macrobends in optical fibers can attenuate or restrict the flow of light, so optical fibers get their own physical raceways through the CO and other buildings in a maze-like web of what look like plastic rain gutters. The photos below illustrate this point. In the left photo, an optical fiber is looped back to an instrument that injects light into one side, and measures the relative throughput on the other side. In the left photo the relative throughput reading is ninety (90). This test set is actually quite old and harkens back to the days when various mechanical connectors had to be "tuned" by rolling the end of the fiber in the connector until you achieved the highest throughput, thus the name Optimizer™ (a product of the former GTE Fiber Optic Products Group). However, in the right photo we used a fiber stripper tool as a clamp to purposefully create microbends in the optical fiber. Note the meter reading has dropped to a relative throughput reading of approx twenty (20), meaning we lost a significant portion of our signal. The microbends are acting as an attenuator to the optical signal.
The reason microbends and macrobends create attenuation in optical signals is that, rather than following the core of the fiber, the signal punches through the core and tries to shoot out the cladding and out of the fiber.
Therefore, to eliminate the possibility of attenuation caused by the weight of heavy copper cables and wiring, optical fiber jumpers are provided their own "raceways" that resemble fiberglass or plastic rain gutters.
Finally, the optical fibers are connected by patchcords (also called Fiber Jumpers) to the intended optical transmission equipment as shown below.
This completes Lesson 3 Splitting Hairs - How Fibers are Spliced and Connected to Equipment OK, now crank up your investigative skills and conduct the Lab Experiment (s) for this lesson by clicking the button at the top right of this page, then proceed to the Lesson Test by clicking the button also at the top right of this page. Don't forget you can order a sample fiber from a real telephone cable for use in some experiments by clicking ORDER FIBER or the button on top right of the Home page. Prices from $1.00 per fiber. Great way to earn extra credits in your next Technical Presentation, Science Fair or Merit Badge! |
| ©2012 ©2019 dB Levels, Inc. All Rights Reserved |